
You order bulb flat steel for a new vessel. It arrives at your yard. You start fitting it to the hull. Then the surveyor says it does not pass. Your project stops.
Shipyards accept bulb flat steel based on criteria set by classification societies like ABS, DNV, and CCS. These criteria cover dimensions, surface quality, shape straightness, mechanical properties, and material traceability. Each shipment must meet these standards before it can be used.
I have supplied bulb flat steel to shipyards across Southeast Asia and the Middle East for years. I have seen what makes an inspection pass. I have also seen what makes it fail. Let me walk you through the acceptance criteria that matter most.
What Are the Main Acceptance Criteria for Bulb Flat Steel?
You look at the bulb flat steel. It looks fine to you. But you are not sure what the surveyor will check. You worry about missing something that will cause a rejection.
The main acceptance criteria for bulb flat steel are dimensional accuracy1, straightness, surface quality2, mechanical properties3, and classification society certification4. These are defined by standards like JIS G3106, EN 10025, and the rules of ABS, DNV, or CCS.

Let me break down the five main areas that shipyards check.
The Five Core Criteria
| Criterion | What It Covers | Why It Matters |
|---|---|---|
| Dimensions | Height, bulb width, web thickness, bulb radius | The part must fit against the hull plate without gaps |
| Straightness | Bow, twist, sweep along the length | A bent bar will not line up with adjacent frames |
| Surface Quality | Cracks, laminations, pitting, scale | Defects weaken the steel and can cause weld failure |
| Mechanical Properties | Yield strength, tensile strength, elongation | The steel must perform as designed under load |
| Traceability | Heat number, grade stamp, mill certificate | Classification societies require full documentation |
Where the Standards Come From
Shipyards do not make up their own rules. They follow published standards.
Classification Society Rules
ABS, DNV, CCS, and LR publish rules for steel materials. These rules tell you the required mechanical properties for each grade. They also tell you the acceptable tolerances for dimensions.
International Standards
Many shipyards also use JIS (Japanese Industrial Standard) or EN (European Standard) for dimensional tolerances. JIS G3106 is common for shipbuilding steel. EN 10025 is also widely accepted.
Project Specifications
Sometimes a project has its own requirements. A ship owner might ask for tighter tolerances than the standard. You need to check the contract before you start inspection.
A Quick Overview of the Process
Here is how acceptance usually works at a shipyard.
- Documentation check: The yard reviews mill certificates and classification society approvals.
- Visual inspection: Someone walks the length of each bar to look for surface defects.
- Dimensional check: They measure height, thickness, and straightness at several points.
- Marking verification: They confirm the grade stamp and heat number match the certificate.
- Decision: The steel is accepted, conditionally accepted, or rejected.
I have seen yards do this in an hour for a small shipment. I have also seen it take two days for a large project. The process is the same. Only the scale changes.
How to Measure the Key Dimensions of Bulb Flat Steel Correctly?
You have a caliper and a tape measure. You know the dimensions you need. But you are not sure where to measure. You get different readings at different spots.
The key dimensions of bulb flat steel are the height, web thickness, bulb width, and bulb radius. You measure height from the bottom of the web to the top of the bulb. You measure web thickness at the center of the web. You measure bulb width at the widest point. Each measurement must be taken at both ends and the middle.
Let me show you exactly how to measure each dimension. I have trained many yard inspectors on this. The method matters as much as the tool.
The Four Critical Measurements
1. Height (H)
This is the total height from the bottom of the web to the top of the bulb. This is the most important dimension. It determines how the bar fits against the hull plate.
How to measure: Place the bar on a flat surface. Use a caliper or a depth gauge. Measure at both ends and at the midpoint. Record all three readings.
Typical tolerance: ± 1.5 mm for most sizes. Some projects allow ± 2 mm. Tighter projects may require ± 1 mm.
2. Web Thickness1 (t)
This is the thickness of the flat part of the bar. It affects the strength of the section.
How to measure: Use a caliper at the center of the web. Do not measure near the edges. Edges can have a slight taper from rolling. Measure at three points along the length.
Typical tolerance: ± 0.3 mm to ± 0.5 mm depending on thickness.
3. Bulb Width2 (B)
This is the width of the rounded part at the top. It affects how the bar sits against the plate.
How to measure: Measure at the widest part of the bulb. The bulb is not a perfect circle. The widest point is usually just above where the bulb meets the web. Measure at both ends and the middle.
Typical tolerance: ± 1.0 mm to ± 1.5 mm.
4. Bulb Radius3 (R)
This is the radius of the rounded part. It is harder to measure. But it matters for stress distribution.
How to measure: Use a radius gauge. Match the gauge to the curve. If you do not have a radius gauge, you can use a template.
Typical tolerance: Usually ± 0.5 mm. This is rarely checked unless the radius looks wrong.
A Measurement Table4 Example
Here is what a typical measurement record looks like for a 160 x 8 bulb flat bar.
| Measurement Point | Height (H) | Web Thickness (t) | Bulb Width (B) |
|---|---|---|---|
| End 1 | 160.2 mm | 8.1 mm | 14.8 mm |
| Middle | 159.8 mm | 7.9 mm | 14.5 mm |
| End 2 | 160.0 mm | 8.0 mm | 14.6 mm |
| Specification | 160 mm ± 1.5 | 8 mm ± 0.3 | 15 mm ± 1.0 |
| Result | Pass | Pass | Pass |
Common Mistakes5 I See
I have seen inspectors make the same mistakes over and over.
Measuring at the wrong spot
Some people measure web thickness at the edge. The edge is often thinner from rolling. This gives a false reading. Always measure at the center.
Only measuring one end
A bar can be in tolerance at the end but out of tolerance in the middle. You must measure at least three points.
Using the wrong tool
A tape measure is not accurate enough for thickness. You need a caliper or micrometer. A tape measure is fine for length. But not for height or thickness.
I tell my clients to take photos of their measurements. If there is a dispute, the photo shows exactly where and how they measured. That saves a lot of arguing.
What Surface and Shape Defects Will Cause Rejection?
You look at the bulb flat steel. There is some rust. There are a few scratches. You are not sure if these are problems. You do not want to reject good steel. But you also do not want to accept bad steel.
Surface defects1 like cracks, laminations, and deep pitting will cause rejection. Shape defects2 like twisting, sweeping, and bowing that exceed tolerance will also cause rejection. Light surface rust3 and minor scratches are usually acceptable.

Let me help you understand what you can accept and what you must reject. I have seen both sides of this.
Surface Defects: Accept vs. Reject
| Defect Type | What It Looks Like | Decision |
|---|---|---|
| Light rust | Brown surface discoloration, no pitting | Accept |
| Heavy rust | Deep pits, flaking scale | Reject |
| Minor scratches | Surface marks less than 0.2 mm deep | Accept |
| Deep scratches4 | Grooves that catch a fingernail | Reject |
| Cracks | Lines that open when bent | Reject immediately |
| Laminations5 | Seams or layers visible on the surface | Reject immediately |
| Pitting | Small holes, especially near edges | Reject if pits exceed 0.5 mm depth |
Shape Defects That Cause Rejection
Twisting6
The bar rotates along its length. Lay the bar on a flat surface. If both ends are flat but the middle lifts, the bar has a twist.
Rejection limit: More than 1 mm per meter of twist. For a 12-meter bar, that is 12 mm total twist.
Sweep
The bar bends to the side. Lay the bar on its web. If the bulb moves left or right, that is sweep.
Rejection limit: More than 2 mm per meter of sweep.
Bow
The bar bends up or down. Lay the bar on its side. If the middle lifts off the ground, that is bow.
Rejection limit: More than 2 mm per meter of bow.
A Real Story
I had a client in Vietnam who received a shipment of bulb flat steel. The steel looked fine at first. But when his welders started fitting it, they noticed something. The bars had a slight twist. It was only 1.5 mm per meter. He thought it was acceptable.
The surveyor came to inspect the hull section. He saw the frames were not lining up. He traced it back to the twist in the bars. He rejected the whole section. My client had to cut out the frames and replace them with new bars.
Now he checks every bar for twist before he accepts the shipment. He uses a simple straight edge and a feeler gauge. It takes a few minutes per bar. But it saves him weeks of rework.
What Is Usually Acceptable
Let me be clear about what is not a problem.
- Mill scale: The dark oxide layer from rolling. This is normal. It gets removed before welding.
- Light surface rust: If the steel has been stored outside, some rust is expected. As long as there are no pits, it is fine.
- Minor dents: Small marks from handling. If they do not affect the dimension, they are acceptable.
The key is to know the difference between cosmetic issues and structural issues. Cosmetic issues are okay. Structural issues are not.
How to Verify Material Certificates and Traceability for Bulb Flat Steel?
You have the steel. You have the certificates. You think you are ready. But the surveyor asks to see the heat number on the bar. You look. You cannot find it. Now you have a problem.
To verify material certificates and traceability, you must match the heat number, grade, and classification society stamp on the steel to the information on the mill certificate. Every bar must have clear markings. The certificate must come from an approved mill and be endorsed by a classification society.

This is the part that trips up many buyers. The steel can look perfect. But without the right paperwork, it cannot be used.
The Three Things You Must Match
1. Heat Number1
Every batch of steel has a heat number. It is stamped on each bar. It must match the heat number on the certificate.
What to check: Look for the stamp. It is usually on the web or the bulb. Make sure it is legible. If the stamp is faint, ask the supplier to restamp it or provide a letter explaining why.
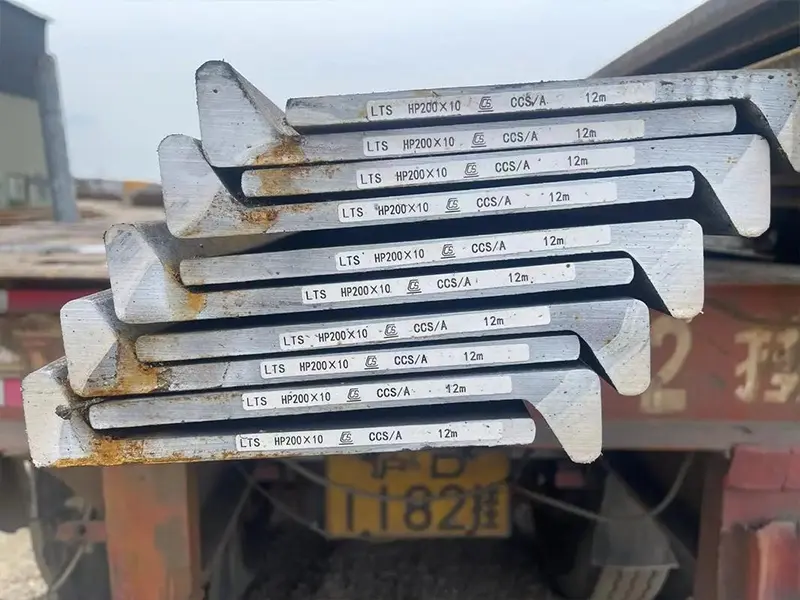
2. Grade Designation2
The grade (like AH32 or DH36) must be on the bar and on the certificate.
What to check: The stamp should match exactly. If the certificate says AH32 but the bar says A, that is a problem. Even if the mill says they are the same, the surveyor will not accept it.
3. Classification Society Stamp3
The stamp shows which society approved the steel. Common ones are ABS, DNV, LR, CCS, BV, and NK.
What to check: The stamp must be present. It must be from the society that approved your project. Some projects accept multiple societies. Others are specific.
What to Look For on the Certificate
| Item | What to Verify |
|---|---|
| Mill name | Must be on the approved list for your classification society |
| Heat number | Matches the stamp on the steel |
| Grade | Matches your purchase order |
| Mechanical test results4 | Yield, tensile, elongation meet grade requirements |
| Chemical composition5 | Within specified limits |
| Classification society endorsement | Stamped or printed approval from ABS, DNV, etc. |
| Date of manufacture | Should be recent enough to be traceable |
Common Certificate Problems
Missing certificate
This happens more often than it should. The steel arrives. The certificate does not. The yard cannot start work.
What to do: Ask the supplier to send the certificate by email before the steel ships. I send all my clients the certificates before I load the container.
Certificate does not match the steel
The certificate says one heat number. The steel has a different heat number.
What to do: This is a serious problem. The supplier must either provide the correct certificate or replace the steel. Do not accept it.
No classification society stamp
The certificate has test results. But it does not have an ABS or DNV stamp.
What to do: Without the stamp, the certificate is not valid for marine use. The steel cannot be used on a classed vessel.
A Simple Verification Process
Here is how I tell my clients to do it.
- Get the certificates first. Ask the supplier to email the certificates before shipment.
- Check the details. Make sure the grade, heat number, and society stamp are correct.
- Inspect the steel. When it arrives, check the stamps on the bars.
- Match them. Confirm that every bar has stamps that match the certificate.
- Keep records. File the certificates with the project documents.
I learned this from a client in Saudi Arabia. He used to accept certificates after the steel arrived. Then he got a shipment where the certificates were wrong. The steel sat at the yard for three weeks while we sorted it out. Now he gets certificates before shipment. It is a simple change. But it saves weeks of delay.
Conclusion
Bulb flat steel acceptance comes down to four things: correct dimensions, clean surfaces, straight shape, and proper documentation.
-
Understanding heat numbers is crucial for verifying steel traceability and ensuring compliance with standards. ↩ ↩ ↩ ↩
-
Learn how to accurately match grade designations to avoid costly mistakes in steel procurement. ↩ ↩ ↩ ↩
-
Explore the importance of classification society stamps for ensuring the quality and safety of steel products. ↩ ↩ ↩ ↩
-
Understanding mechanical test results is vital for confirming that steel meets required performance specifications. ↩ ↩ ↩ ↩
-
Learn how to check chemical compositions to ensure steel quality and compliance with project specifications. ↩ ↩ ↩
-
Twisting can lead to significant structural issues; learning more can help prevent costly mistakes in steel acceptance. ↩